Hi there all metalsmith friends,
I hope this writing finds you in good health and doing well.
This newsletter covers matters technical and tools.
I had to make about 800 crosses out is 0.5 mm brass for a project that I am working on.
Making so many by hand is a large amount of work. Even with casting, it is still a significant amount of work.
The crosses are 15 mm long and 9 mm wide.
So, I made a pancake die out of 1mm thick tool steel and punched them out.
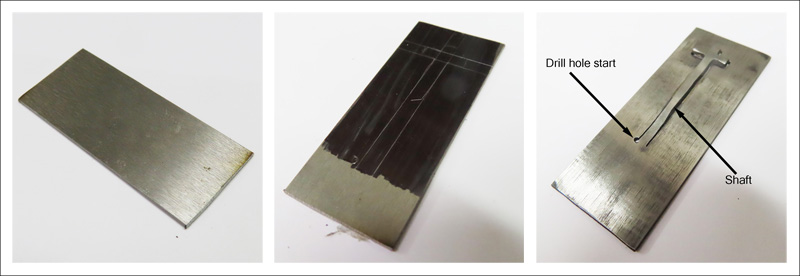
I start with a small plate of tool steel 1mm thick.
This is bought from my local supplier and is sold as dead soft.
I color it black with a Sharpie so that I can see my scribed lines on it.
Then, I pierce the shape out, in this case the cross with a 3/0 saw blade.
It is cut out in one continuous line, starting from the hole at the bottom as shown in the image.
The shaft (the long extended section of the cross), holds the steel die in the exact position and also acts as a return spring after punching.
After piercing, the die plate is heat treated.
This is done by first heating the plate bright orange with a torch and then quenching in a 1000 ml of engine oil.
This make the metal very hard and brittle.
Then I sand the fire-scale off and reheat the metal until it is blue and then let it air cool.
The metal is now tempered and ready for use.
There are quite a few pro made dies to buy of the shelf. The best is supplier
potterusa.com/pancake-dies
I slip some un-annealed 0.5 mm brass sheet under the cross and main body of the tool steel. The second image is the view from behind. The whole 'sandwich' is placed into my vice. Then the vice is tightened until the male side is forced into the female side. ( it make a 'bang' when it cuts)
The brass cut out showing the front and back side and the three separated components.
This little die turns a big finicky job into something straightforward.
I made them all in just over a days work.
I had another large piercing job, where my piercing saw machine came in very handy.
Each brass wing size is 250mm x 80mm.
This cross consists of square four prong double bezel collets, filed out of a plate and prongs which are soldered on.
Square Gem Cross Tutorial - US$30
Milgrain engraving creates an antique feel in this Victorian eight sided cluster basket ring.
Square Gem Cross Ring Making - $30
This eternity ring is made with shared prongs for the six baguette gemstones in a cluster gallery with it's double bezel design.
Eternity Baguette Ring Tutorial - US$27
This bangle can be made, using the hook concept as your baseline, in this case with an ankh motif.
Ankh Hook Bangle Tutorial - US$25
This is an esoteric machine, event though it's meant to join jewelry together. I bought it from China, via AliExpress.
It cost about 350 euro and it was money well spent.
In the old days, to hold two pieces of metal in position to solder together, there were a few methods.
Two spring tweezers holding each component together.
Setting the components in wax, then covering them in Plaster of Paris and soldering them together after it was set.
Binding wire was another method.
All were finicky and prone to shifting.
This machine solves all the problems.
It uses an electrical spark to fuse the metal together, holding it in place. Then it can be soldered conventionally with solder and flux.
The nice part is that because it uses the parent material as the fusing component, soldering it later using a hard solder is great, because the hard solder melts before the parent metal so there is no shifting out of alignment during soldering.
I used this machine to weld all the wires on the 800 crosses.
So this picture is a sample. Nevertheless it would be a hassle to solder conventionally, because the base is thick and the wires are thin. The first one is easy but the second one is not, because getting the second one up to soldering temperature usually causes the first one to collapse.
I sparked the two top wires together.
Soldered conventionally with hard solder without using soldering tweezers.
A close-up of the spot weld on the top wires.
I hope you're inspired and enjoy spending time at your workbench.
My heartfelt gratitude and warmest regards.
Hans
Previous Metalsmith Newsletter Editions